




CNC Vidalı Mil

temel Açıklama
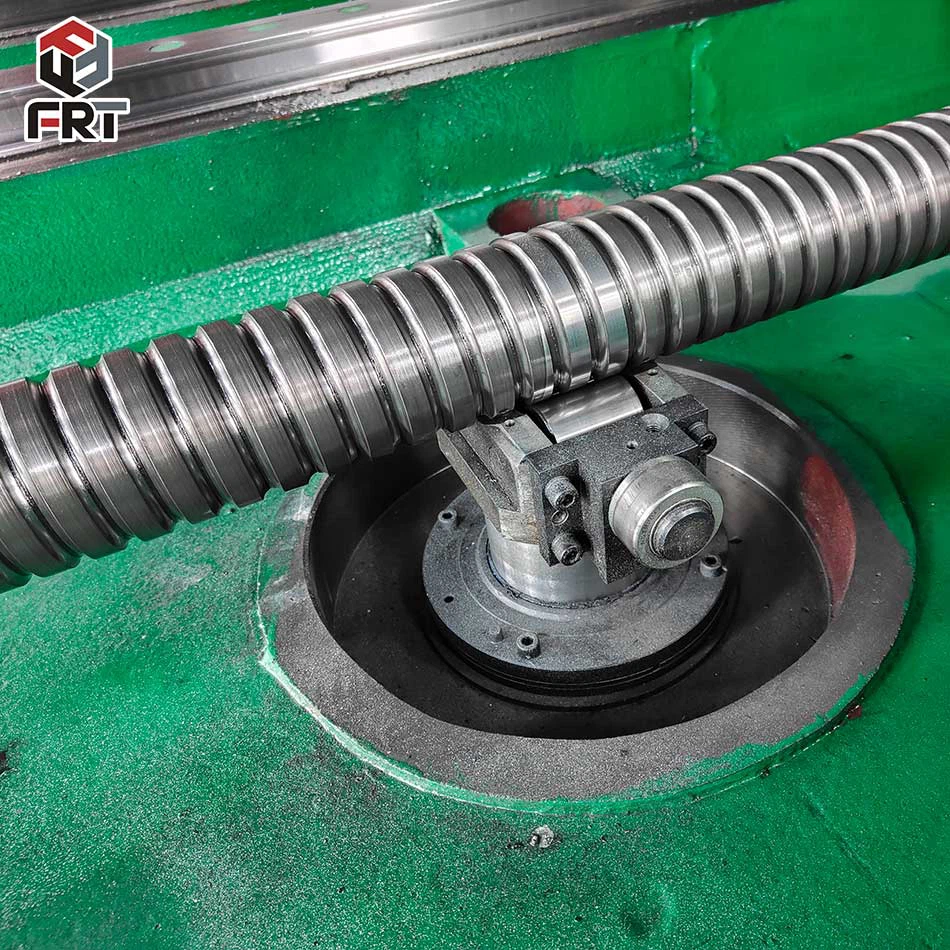
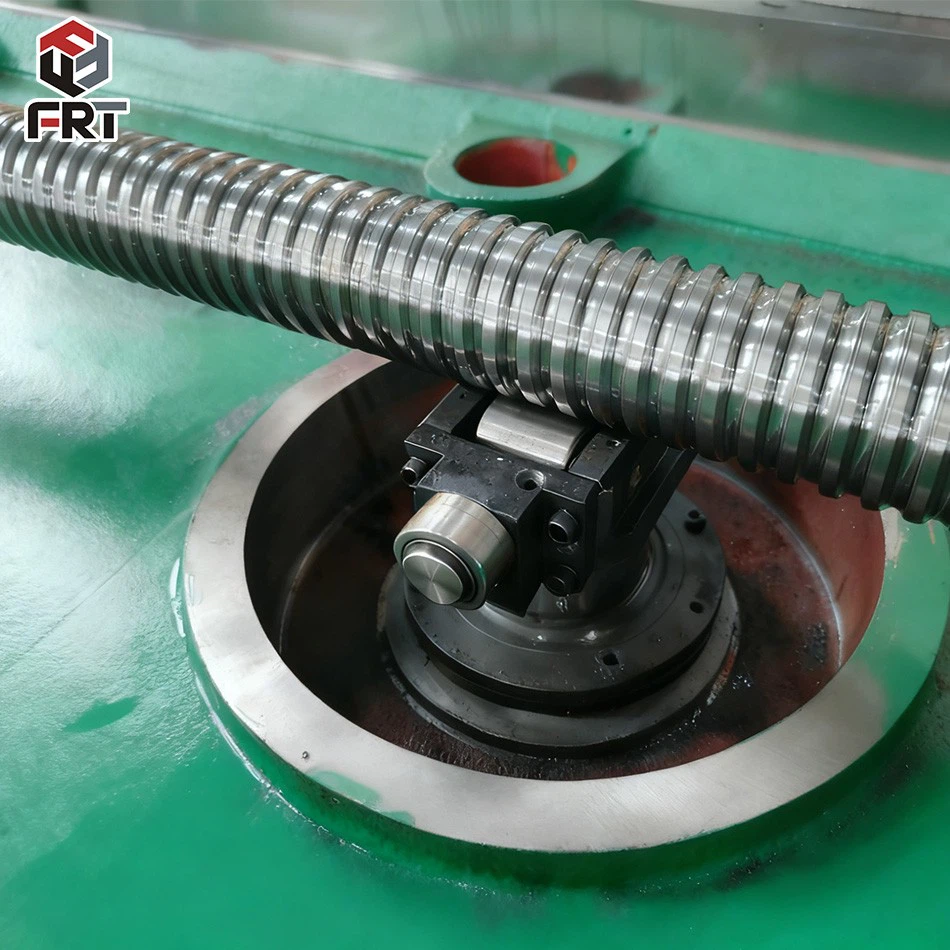
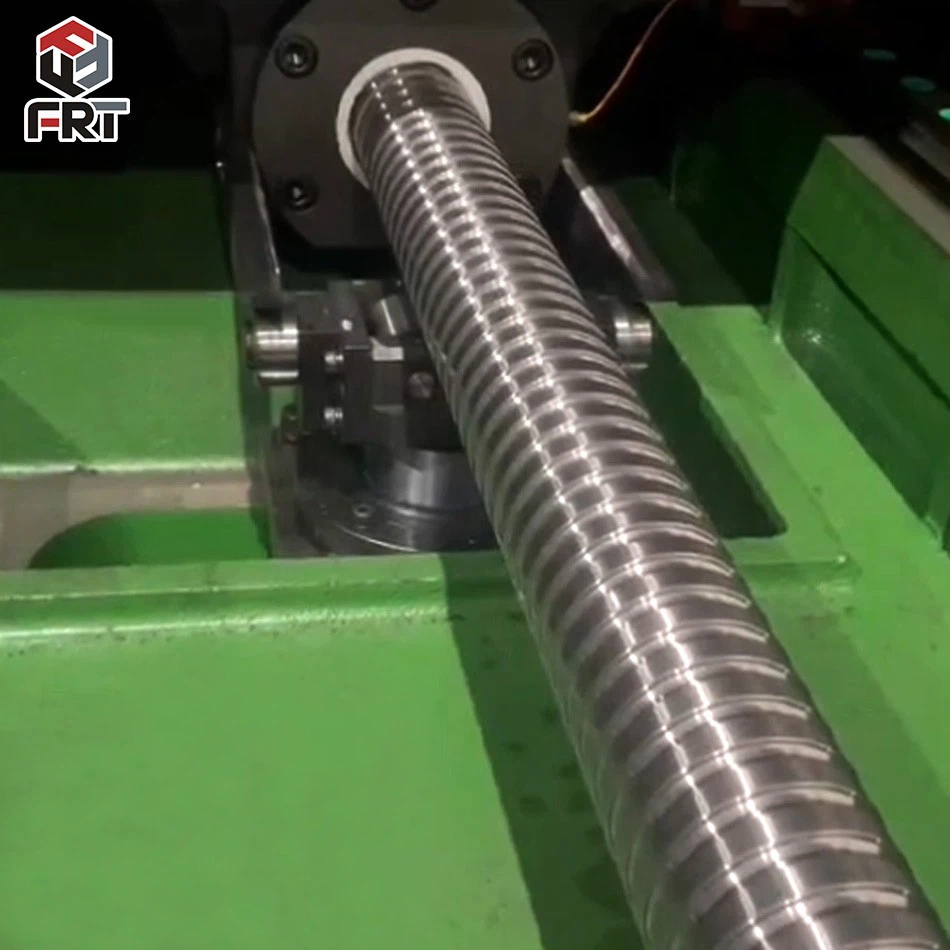
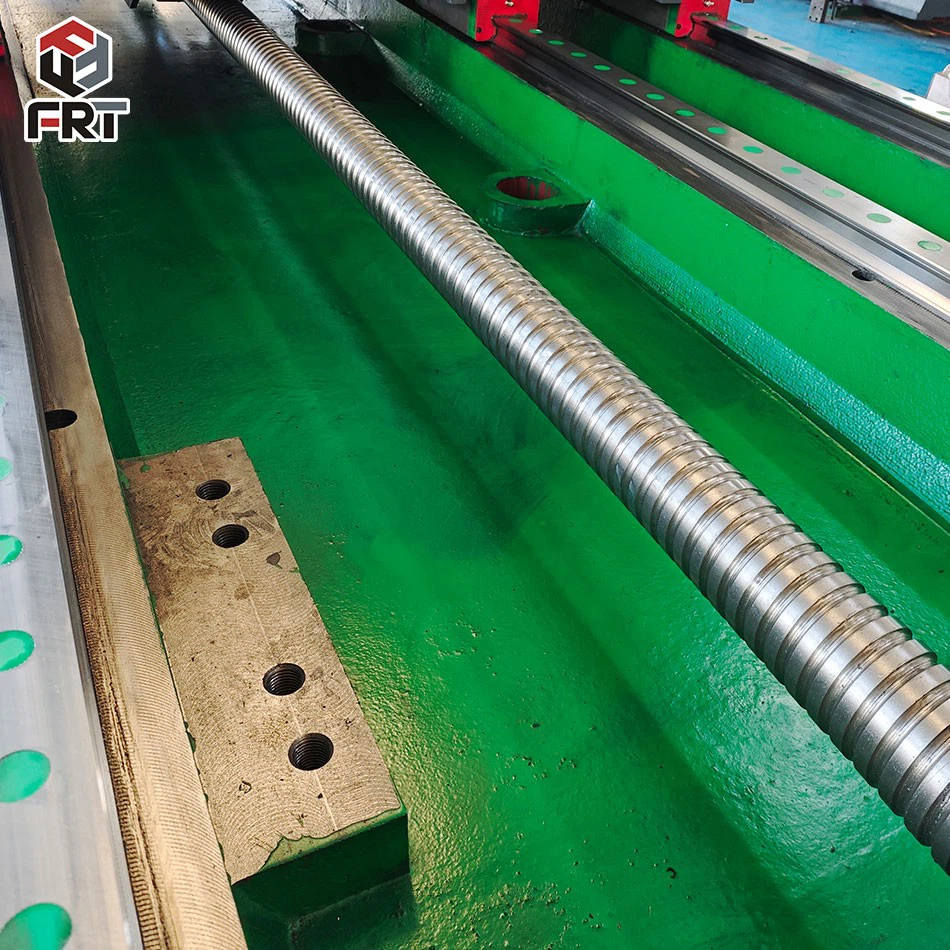
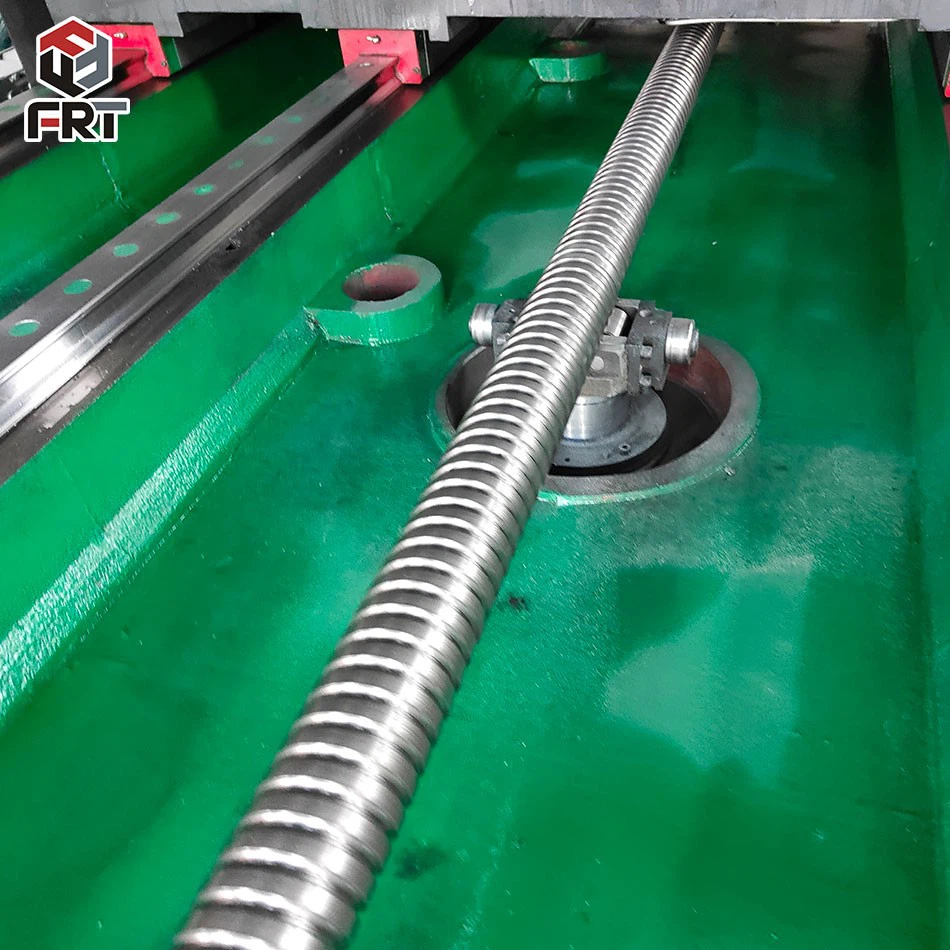
CNC ekipmanlarında ana aktarım bileşeni olarak CNC bilyalı vidalar, kompakt yapısı ve kolay montaj ve sökme işlemleriyle yüksek hassasiyet ve düşük{0}}kayıplı aktarım özelliklerini vurgular. Çalışma sırasında düşük sürtünme direnci, daha düşük enerji tüketimi ve küçük şanzıman boşluğu sergileyerek ilerleme sapmasını etkili bir şekilde azaltır ve iş parçası işleme geçiş hızını artırır. Hızlı besleme, hassas konumlandırma ve mikro-ayar işlemlerini istikrarlı bir şekilde tamamlayarak çeşitli otomatik CNC makineleriyle uyumludurlar. Uzun süreli kullanımda kolayca deforme olmaz veya aşınmaz-; bu da uzun bir hizmet ömrü sağlar. Hem genel işleme ihtiyaçlarını hem de hassas kalıp yapımı ve donanım sonlandırma gibi yüksek standart uygulamaları karşılayan bilyalı vidalar, CNC ekipmanının işleme verimliliğini ve kalitesini artırmak için vazgeçilmez temel bileşenlerdir.
görüntü

CNC Portal mil / zemin delme makinesi için Vidalı Model Parametresi
|
Modeli |
Nominal Çap (mm) |
Kurşun (mm) |
Bilya Çapı (mm) |
Nominal Dinamik Yük (kN) |
Nominal Statik Yük (kN) |
Doğruluk Sınıfı |
|
FF5010 |
50 |
10 |
7.144 |
96 |
215 |
C3/C5 |
|
FF6316 |
63 |
16 |
9.525 |
138 |
325 |
C3/C5 |
|
FF8020 |
80 |
20 |
11.112 |
186 |
452 |
C3/C5 |
|
FF6320 |
63 |
20 |
9.525 |
145 |
332 |
C5 |
|
FF8025 |
80 |
25 |
11.112 |
192 |
460 |
C5 |
|
Modeli |
Uyumlu Takım Tezgahı Eksen Pozisyonları |
Uygulanabilir Temel Senaryolar |
|
FF5010 |
W-ekseni: Delik işleme çubuğu beslemesi, kenar frezeleme kafası beslemesi |
Zemin tipi delik işleme makineleri için-ilerlemenin ince ayarı ve-hassas küçük aralıklı hareket- |
|
FF6316 |
Z-ekseni: İş mili beslemesi, ağır-iş tablası |
Portal freze makinelerinde ağır kesme, zemin-tipi delik işleme makineleri için ana besleme |
|
FF8020 |
X/Y uzun strok, kiriş kaldırma |
Büyük portal freze makinelerinde uzun-strok hareketi ve yüksek-yük aktarımı |
|
FF6320 |
Yüksek-hızlı besleme ekseni |
Ağır iş takım tezgahlarında-hızlı ilerleme işlemleri |
|
FF8025 |
Yüksek-güçlü hızlı travers ekseni |
Ağır iş takım tezgahlarında-hızlı ilerleme işlemleri |
CNC Bilyalı Vida için teknik parametreler
| Öğe | Standart Parametreler |
| Vida Malzemesi | GCr15 / Sementasyon Alaşımlı Yapısal Çelik |
| Söndürme Sertliği | HRC60±2 |
| Ön Yükleme Yapısı | Çift Somun Ön Yüklemeli, Şanzıman Boşluğu Yok |
| Montaj Tipi | Sabit-Sabit Tip (Ultra-Uzun Strok için Standart) |
| Uygulanabilir İnme | 1500-8000mm, Özelleştirilebilir |
| Konumlandırma Doğruluğu | 0,008 mm/300 mm'den küçük veya buna eşit |
| Aksesuarlar | Teleskopik Toz Kapağı, Çelik Kayış Koruması |
| Başvuru Koşulları | Ağır Yük, Sürekli Uzun-Süreli Kesme İşlemi |
CNC Bilyalı Vida Nasıl Seçilir
Öncelikle, yeterli bir güvenlik payı bırakarak, nominal dinamik ve statik yüklerden daha düşük olduğundan emin olmak için gerçek yükü hesaplayın. Vida deformasyonunu ve hasarını önlemek için ağır-yük darbesi koşullarında yük kullanımını daha da azaltın.
İkinci olarak, ekipman konumlandırma gereksinimlerine göre doğruluk derecesini seçin. C5 kalitesi hassas işleme için tercih edilirken, C7 kalitesi genel CNC ekipmanı için uygundur ve maliyetleri artıran daha yüksek spesifikasyonların körü körüne kullanılmasından kaçınılır. Yapısal sağlamlığı sağlamak ve yüksek-hızlı çalışma sırasında rezonans sorunlarını önlemek için uzun stroklar için uzunluk-çap oranını sıkı bir şekilde kontrol ederek vida çapını ve ucunu makul şekilde eşleştirin.
Eş zamanlı olarak, iletim verimliliğini ve çıkış itişini dengeleyerek ucu çalışma hızıyla eşleştirin ve yüksek-sıcaklık aşınmasını önlemek için DN değer aralığına sıkı sıkıya bağlı kalın. Ön yükleme için, şanzıman boşluğunu ortadan kaldırmak ve operasyonel kararlılığı artırmak amacıyla yük ağırlığına göre uygun ön yükleme derecesini seçerek çift-somun yapısına öncelik verin.
Seçim sırasında ayrıca, takım tezgahının iletim yapısına uyum sağlamak için uygun bir son{0}}destek kurulum yöntemiyle eşleşen kritik hızı ve hizmet ömrünü de doğrulayın. Günlük çalışmada, vida ömrünü uzatırken, pratiklik ve ekonomiyi dengelerken, CNC ekipmanının işleme doğruluğunu ve operasyonel stabiliteyi sağlamak için kurulum eşeksenliliğini, yağlama korumasını ve çalışma hızını göz önünde bulundurun.
Popüler Etiketler: cnc vidalı, Çin cnc vidalı üreticileri
Bir çift
ÜcretsizSonraki
Cnc Makina Çalışma TezgahıBunları da sevebilirsiniz






Soruşturma göndermek